




Spindelmotoren sind das Herz jeder modernen Holzverarbeitungslinie. Sie treiben Fräsen, Sägen, Bohr- und Schleifeinheiten an – und von ihnen wird erwartet, dass sie Tag für Tag einwandfrei funktionieren, in einer Umgebung, die für Präzisionsmechanik alles andere als freundlich ist. Wenn ein Spindelmotor in einer solchen Umgebung ausfällt, steht nicht nur eine Maschine still. Es steht die gesamte Linie.
Was wir beim Service von Spindelmotoren für die Holzverarbeitung abdecken
- Diagnostik durch Vibrations- und Temperaturmessungen
- Reinigung und Inspektion der internen Komponenten
- Austausch aller Lager und Dichtungen sowie Instandsetzung von Lagersitzen und Wellen durch Schweißen und Schleifen, sofern erforderlich
- Fertigung neuer Teile nach Bedarf; falls Original-Ersatzteile nicht mehr verfügbar oder irreparabel beschädigt sind, erstellen unsere Konstrukteure ein 3D-Modell des Teils, das anschließend auf einer 5-Achs-CNC-Maschine gefräst wird; jedes neu gefertigte Teil wird vor der Montage mit Messgeräten validiert
- Überprüfung der Wicklung durch Widerstandsmessung und Isolationsprüfung; eine Neuwicklung wird nur vorgeschlagen, wenn die Messwerte dies erfordern
- Auswuchten des Rotors vor und nach der Montage
- 5–10-stündiger Einlauf der Lager mit Überwachung der Temperatur (~55 °C) und Vibrationen (mm/s und RMS gSP bezogen auf die Drehzahl)
- Abschließender Testlauf mit dokumentiertem Servicebericht
Warum die Holzverarbeitung eine besonders anspruchsvolle Umgebung für Spindelmotoren ist
Die Holzbearbeitung stellt Spindelmotoren vor Herausforderungen, die es in der Metallbearbeitung nicht gibt. Holzstaub ist allgegenwärtig – er dringt in jede Ritze ein, lagert sich an der Wicklung ab, verstopft Kühlkanäle und bildet zusammen mit Feuchtigkeit Pasten, die zu Überhitzung führen. Bei der Bearbeitung von Weichhölzern und MDF-Platten ist der Staub besonders fein und penetrant. Bei der Verarbeitung von harzhaltigen Hölzern – wie Kiefer, Fichte oder Exoten – lagert sich zudem Harz an den Lagern und der Welle ab und beschleunigt den Verschleiß.
Überhitzung ist die Folge, die wir in der Holzindustrie am häufigsten sehen. Ein Motor, dessen Kühlsystem die Wärme nicht abführen kann, weil es mit Staub verstopft ist, arbeitet unter ständigem thermischem Stress. Die Isolierung der Wicklung baut sich allmählich ab. Die Lager werden übermäßig belastet. Die Folgen zeigen sich zuerst in der Bearbeitungsqualität – und erst dann im Totalausfall des Motors.
Präzision, die keine Fehler verzeiht
Spindelmotoren für die Holzverarbeitung arbeiten mit hohen Drehzahlen – häufig zwischen 18.000 und 24.000 Umdrehungen pro Minute. Bei diesen Drehzahlen wird jede Unregelmäßigkeit, die bei niedrigeren Drehzahlen vernachlässigbar wäre, kritisch.
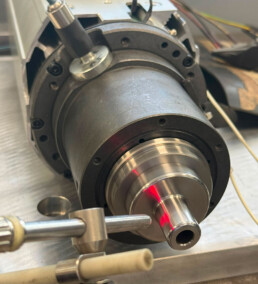
Lager, Lagersitze und Wellen
Der Austausch von Lagern in einem Spindelmotor ist nicht dasselbe wie der Austausch von Lagern in einem allgemeinen Industriemotor. Wir tauschen ausnahmslos alle Lager und Dichtungen aus – ungeachtet des sichtbaren Zustands der einzelnen Elemente, da Verschleiß mit bloßem Auge nicht immer erkennbar ist.
Vor der Montage neuer Lager prüfen und vermessen wir die Lagersitze sowie die Welle. Wo wir Verschleiß oder Abweichungen von den Toleranzen feststellen, werden die Sitze aufgeschweißt und auf das vorgeschriebene Maß zurückgeschliffen. Dieser Schritt ist entscheidend – ein neues Lager sitzt in einem verschlissenen Gehäuse nicht korrekt, was bedeutet, dass es schneller verschleißt und die Spindelpräzision nicht erreicht wird. Durch die Instandsetzung der Lagersitze stellen wir sicher, dass das neue Lager unter den Bedingungen arbeitet, für die es konstruiert wurde.
Die Lagervorspannung muss innerhalb enger Toleranzen eingestellt werden: Ist sie zu gering, hat der Rotor Spiel, was sich bei hohen Drehzahlen als Vibration und schlechte Oberflächenqualität äußert; ist sie zu hoch, erzeugt die Reibung Hitze, welche die Lebensdauer der Lager verkürzt.
Rotorwuchten
Nach dem Lagerwechsel muss das Rotorwuchten folgen – zunächst am Rotor allein, anschließend an der gesamten Baugruppe im Betrieb. Ein unwuchtiger Rotor bei 20.000 U/min erzeugt Kräfte, die das bloße Auge nicht wahrnimmt, die jedoch jede bearbeitete Oberfläche „spürt“. Riefen, Welligkeiten und ein inkonsistentes Schnittprofil sind oft das erste Zeichen dafür, dass mit der Spindel etwas nicht stimmt – und dass der Service nicht mit ausreichender Präzision durchgeführt wurde.
Messungen nach der Montage
Nach dem Serviceeingriff müssen Messungen der radialen und axialen Kräfte sowie der Schwingungen durchgeführt werden; diese müssen innerhalb der vom Hersteller festgelegten Grenzwerte bleiben. Ohne diese Messungen lässt sich nicht sicherstellen, dass der Motor nach dem Wiedereinbau in die Maschine tatsächlich gemäß Spezifikation arbeitet.

Von Kunden, die den Motor zuvor zu anderen Servicebetrieben gebracht hatten, haben wir gehört, dass er beim Anlauf festlief, weil die Lager schlicht nicht lange genug eingelaufen waren, um sich korrekt zu setzen. Ein solcher Ausfall beim ersten Start ist kein Zufall. Er ist die vorhersehbare Folge eines übersprungenen Arbeitsschritts.
Lagerlauf
Ein Schritt, den viele überspringen
Neu eingebaute Lager müssen schrittweise erwärmt und unter kontrollierten Bedingungen belastet werden, bevor der Motor wieder in den vollen Betrieb geht. Bei Matris durchläuft jeder Spindelmotor nach einem Serviceeinsatz einen 5- bis 10-stündigen Lagereinlauf – abhängig vom Motortyp und der Kühlungsart.
Besondere Aufmerksamkeit widmen wir Motoren ohne Wasserkühlung. Diese erwärmen sich während des Laufs schneller, weshalb wir während des Prozesses laufend die Außentemperatur des Motors überwachen. Sobald diese etwa 55 °C erreicht, schalten wir den Motor ab und lassen ihn abkühlen, bevor wir fortfahren. Dieser Zyklus wird so lange wiederholt, bis sich die Lager gesetzt haben und die Temperatur während des Laufs stabil innerhalb der akzeptablen Grenzen bleibt.
Parallel dazu messen wir ständig die Vibrationen – sowohl in mm/s als auch in RMS gSP – und vergleichen sie mit den zulässigen Werten basierend auf der Betriebsdrehzahl des Motors. Erst wenn die Vibrationen innerhalb der vorgeschriebenen Parameter liegen und die Temperatur stabil ist, bewerten wir den Motor als bereit für die Rückgabe an den Kunden.
Wicklung
Prüfung und Schutz je nach Kühlungsart
In einer Holzbearbeitungsumgebung ist die Wicklung einer Kombination von Faktoren ausgesetzt, die man anderswo selten findet: Staub, Feuchtigkeit, Harzdämpfe und Temperaturschwankungen. Mit der Zeit lässt die Isolierung allmählich nach, der Widerstand zwischen den Phasen steigt und der Motor wird unzuverlässiger.
Bei jedem Service überprüfen wir die Wicklung gründlich durch Widerstandsmessung und Isolationsprüfung. Erst das Ergebnis dieses Tests entscheidet, ob ein Eingriff erforderlich ist. Liegen die gemessenen Isolationswerte über den akzeptablen Parametern, lassen wir die Wicklung unberührt – ein Eingriff ist nicht nötig und wird nicht berechnet. Fallen die Werte unter die akzeptable Grenze, schlagen wir dem Kunden eine Neuwicklung vor.
Eine Imprägnierung der Wicklung ist dabei nicht immer sinnvoll und erfolgt nicht automatisch. Holzbearbeitungs-Spindelmotoren haben oft eine Luftkühlung, bei der die Luft direkt durch das Innere des Motors zirkuliert – bei solchen Motoren würde eine Imprägnierung die Kühlkanäle verschließen und zu Überhitzung führen. Jede Entscheidung über die Behandlung der Wicklung basiert auf Messwerten, nicht auf Annahmen.
Was einen hochwertigen Service von einem oberflächlichen unterscheidet
Der Unterschied zwischen hochwertigem und oberflächlichem Service zeigt sich oft nicht sofort. Der Motor startet nach einem oberflächlichen Service, läuft – und kommt nach Wochen oder Monaten mit Symptomen zurück, die häufig schlimmer sind als die ursprünglichen.
Oberflächlicher Service
- Lagerwechsel ohne Toleranzmessungen
- Vorspannung nach Augenmaß geschätzt
- Auswuchten übersprungen
- Lagereinlauf ausgelassen
- Wicklung nicht imprägniert
- Ohne Dokumentation
Hochwertiger Service bei Matris
- Jeder Lagersitz vor der Montage vermessen
- Vorspannung gemessen und nach Spezifikation eingestellt
- Rotor vor und nach dem Zusammenbau ausgewuchtet
- 5–10-stündiger Lagereinlauf mit Temperatur- und Vibrationsüberwachung
- Wicklungsprüfung standardmäßig enthalten; Imprägnierung, wo die Konstruktion es zulässt
- Servicebericht mit Messwerten
Ausfallkosten: Warum Prävention zählt
In der Holzindustrie ist Maschinenzeit im direkten Sinne Geld. Wenn die Spindel steht, stoppt der Ertrag. Die Zeit bis zum nächsten Service nach einem Ausfall wird nicht in Stunden, sondern oft in Tagen gemessen.
Ein präventiver Service des Spindelmotors – im Voraus geplant und während eines kontrollierten Stillstands durchgeführt – ist die wesentlich günstigere Option gegenüber einem unerwarteten Ausfall. Ein guter Service nach Spezifikationen verlängert die Lebensdauer von Lagern und Wicklung, reduziert das Ausfallrisiko und versetzt den Motor in einen Zustand zurück, der die Bearbeitungsqualität garantiert.
Haben Sie Probleme mit Ihrem Spindelmotor?
Kontaktieren Sie uns – wir antworten innerhalb von 24 Stunden. Mit mehr als 20 Jahren Erfahrung im Service von Spindel- und Servomotoren sind wir eines der wenigen Servicezentren in der Region, das einen Spindelmotor nach dem vollständigen Verfahren instand setzt – nicht nur die Lager austauscht.
Spezialisiert auf berühmte Motorradmarken
Verbinden Sie sich mit uns
Besuchen Sie uns
Jelenčeva ulica 1
4000 Kranj
Slowenien
Google-Karte
Arbeitszeit
Montag bis Freitag
von 7 bis 15 Uhr